インを揃える必要があったり、IoTブームとはいえここはオープンさが少ない。 l SDK⼊らない・・・ l ノウハウがほぼない(公開されてない) l 上記の理由もあるのか、なかなか事例がなく、ましてやWEBの世界からのアプローチ事例など壊滅的な感じ(メー カーの製品導⼊事例とかはある) l そもそも⼟台ない l そもそもデータが取れてない、集まっていない、⽂化の下地もないことの⽅が多い
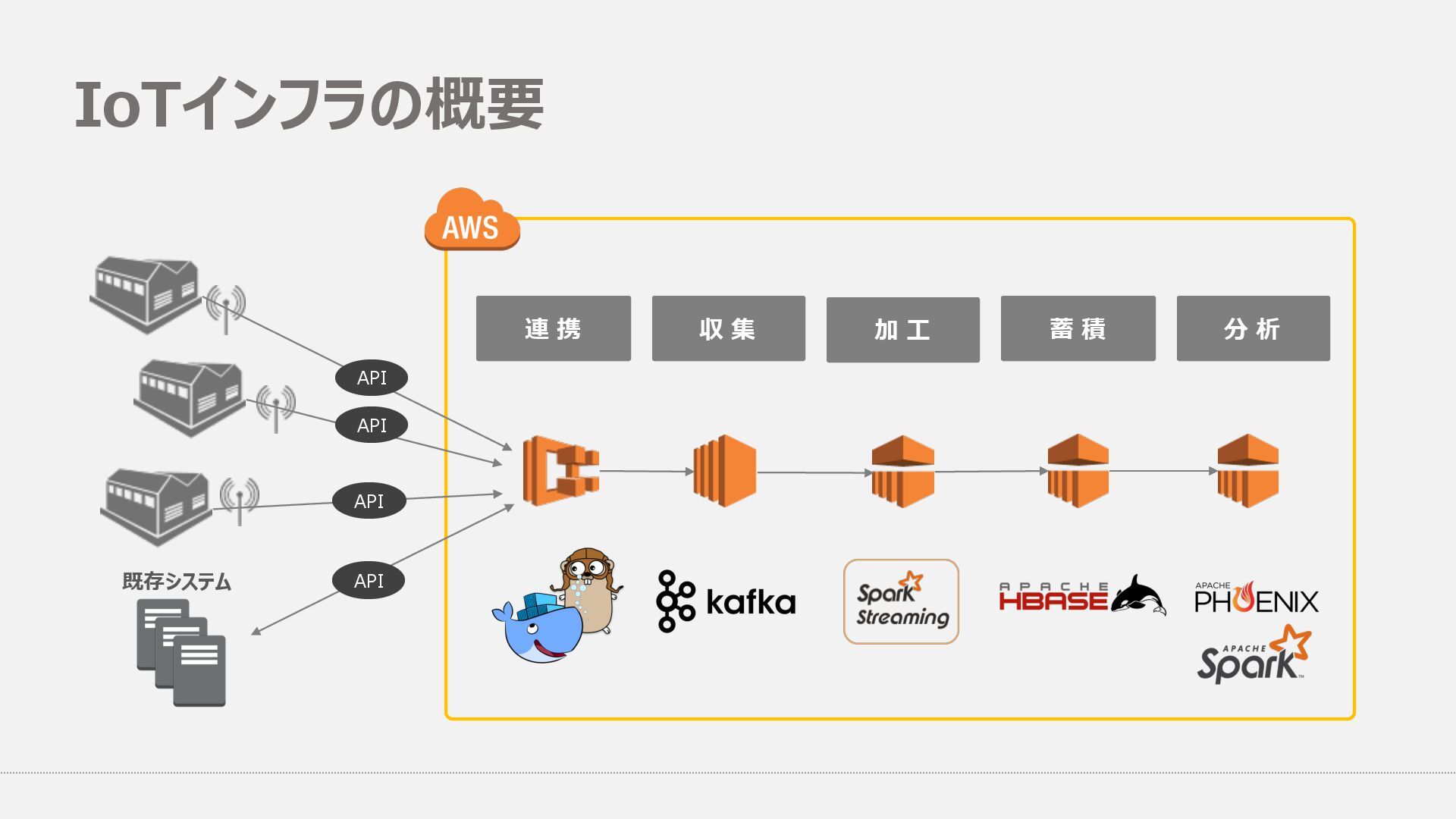
インを揃える必要があったり、IoTブームとはいえここはオープンさが少ない。 l SDK⼊らない・・・ l ノウハウがほぼない(公開されてない) l 上記の理由もあるのか、なかなか事例がなく、ましてやWEBの世界からのアプローチ事例など壊滅的な感じ(メー カーの製品導⼊事例とかはある) l そもそも⼟台ない l そもそもデータが取れてない、集まっていない、⽂化の下地もないことの⽅が多い データの収集をするまでが⼀つの⼭場 収集できてしまえばいつもの実装
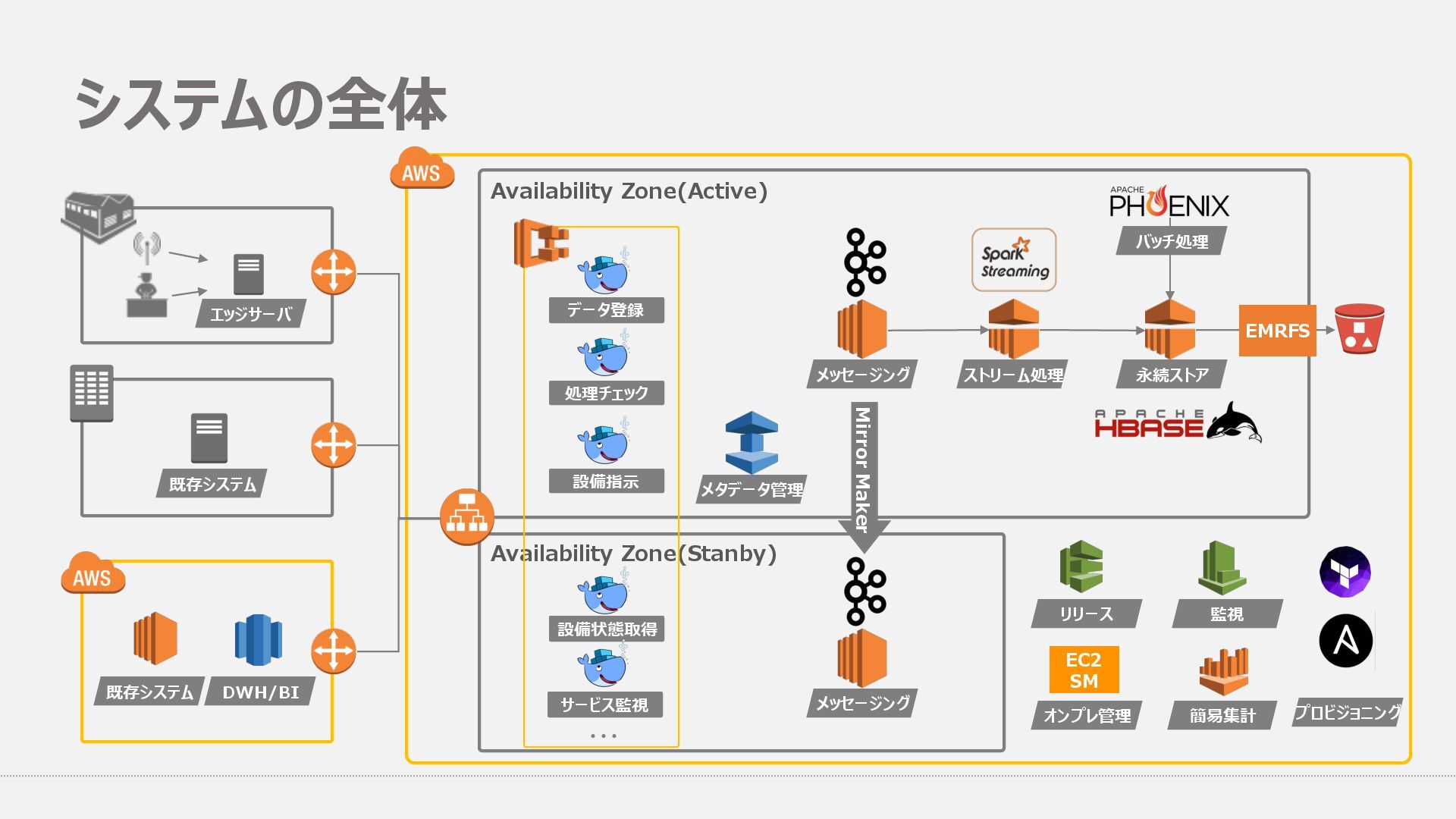
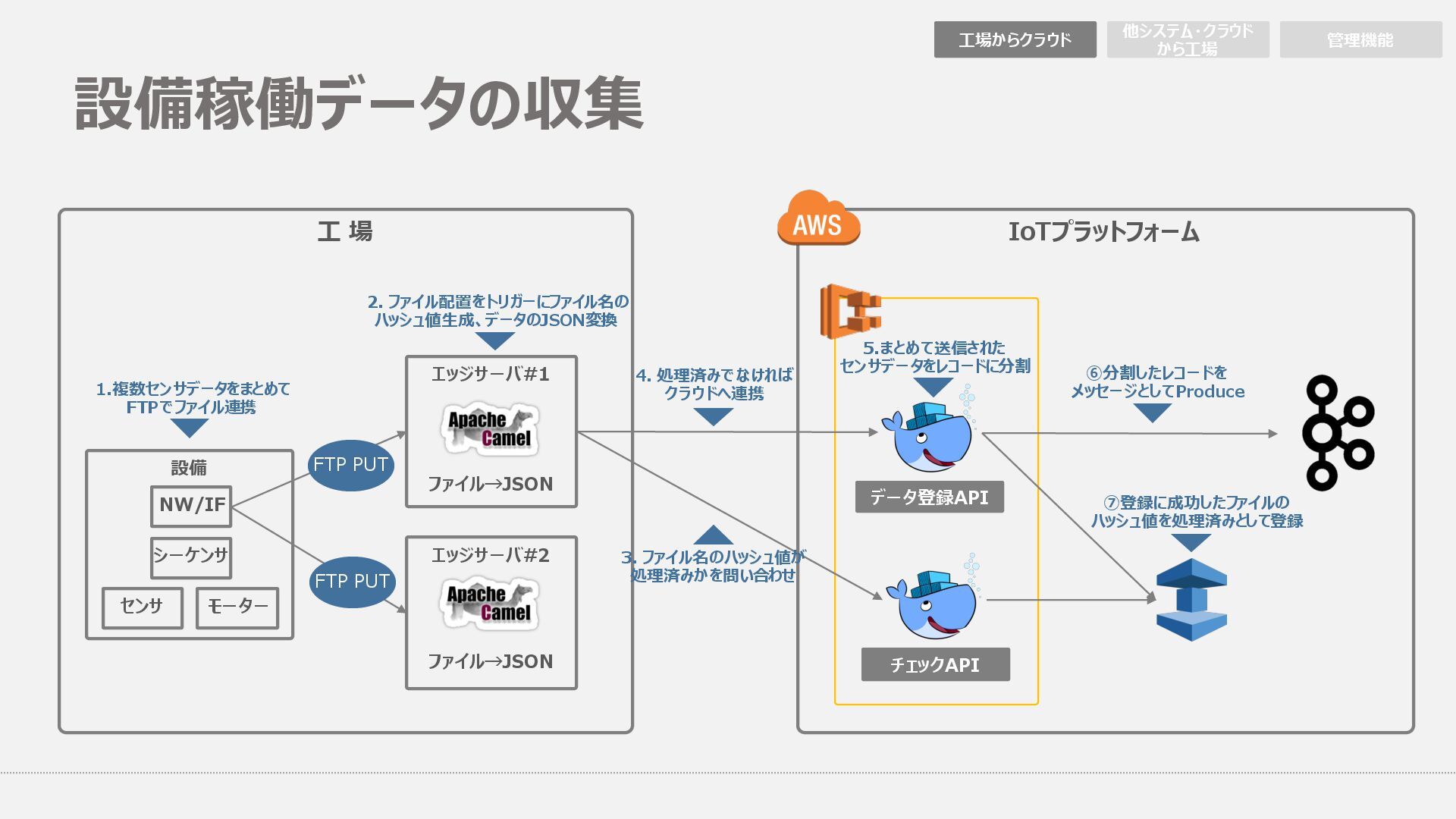
⼯場側にはいつもサーバメンテができる⼈がいるとは限らない l 配置する機能数は少なく(右から左への処理)・機能配置の透過性 l より確実かつ正確にを⽬指した機能配置 l データ到達は「at least once」で確実に(エッジ側の責務) l データ処理は「exactly once」で正確に(クラウド側の責務)
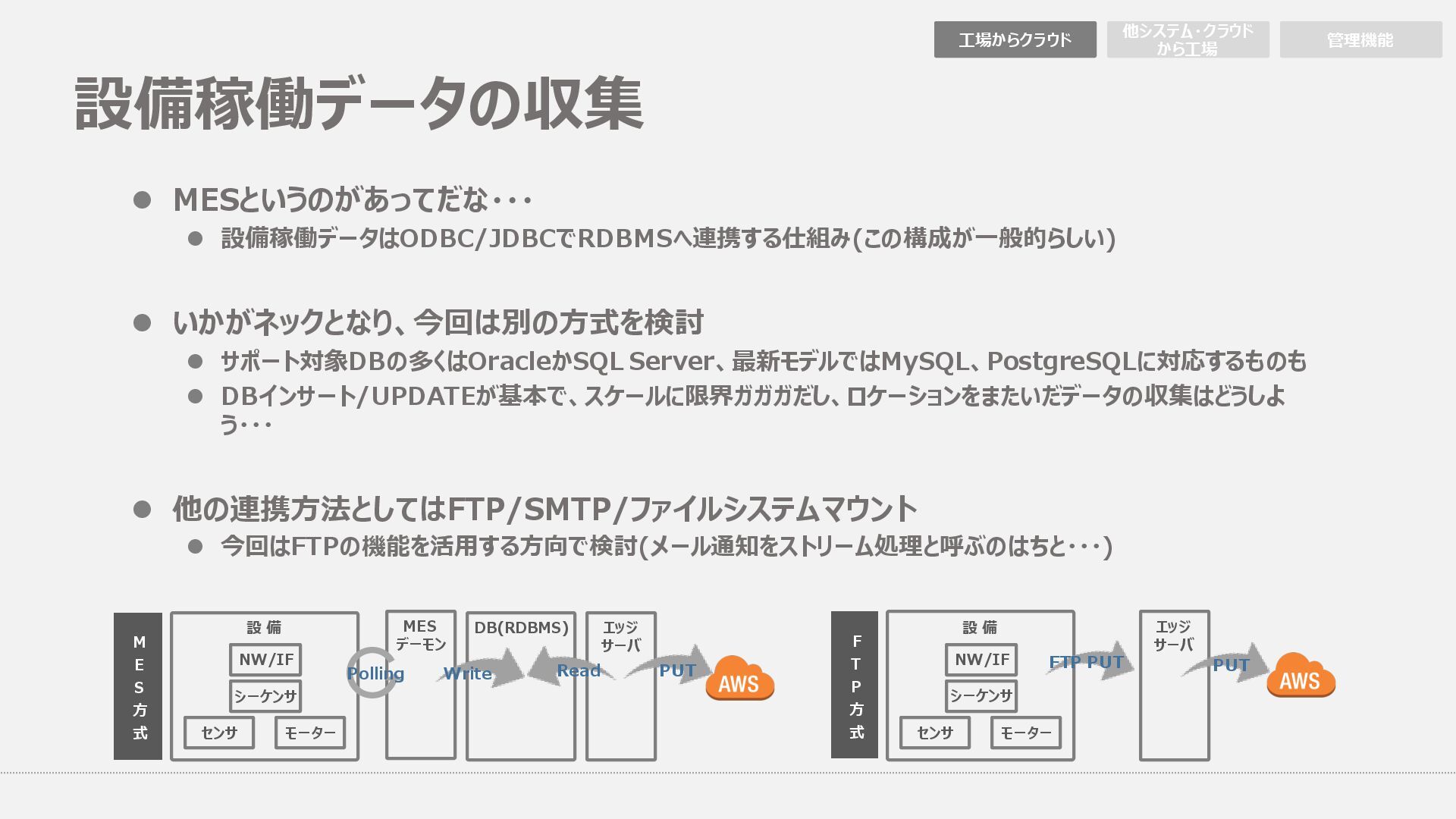
設備稼働データはODBC/JDBCでRDBMSへ連携する仕組み(この構成が⼀般的らしい) l いかがネックとなり、今回は別の⽅式を検討 l サポート対象DBの多くはOracleかSQL Server、最新モデルではMySQL、PostgreSQLに対応するものも l DBインサート/UPDATEが基本で、スケールに限界ガガガだし、ロケーションをまたいだデータの収集はどうしよ う・・・ l 他の連携⽅法としてはFTP/SMTP/ファイルシステムマウント l 今回はFTPの機能を活⽤する⽅向で検討(メール通知をストリーム処理と呼ぶのはちと・・・) センサ モーター シーケンサ NW/IF MES デーモン DB(RDBMS) エッジ サーバ 設 備 センサ モーター シーケンサ NW/IF エッジ サーバ FTP PUT PUT Write Polling Read PUT M E S ⽅ 式 F T P ⽅ 式
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}